The automatic Adhesive Application Machine is required to process a minimum of 6,000 parts per hour. The largest diameter part the machine required to handle is 50mm.
The Solution
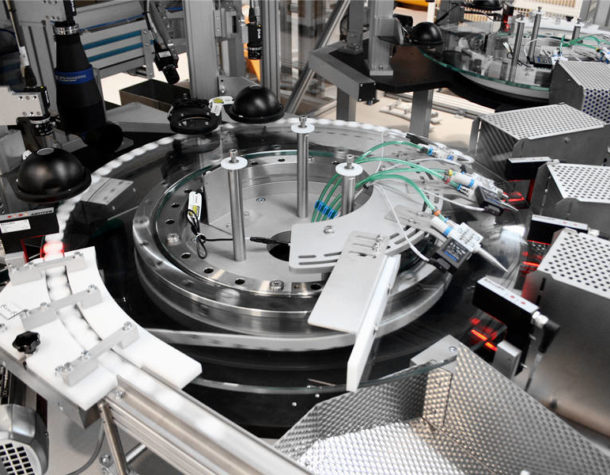
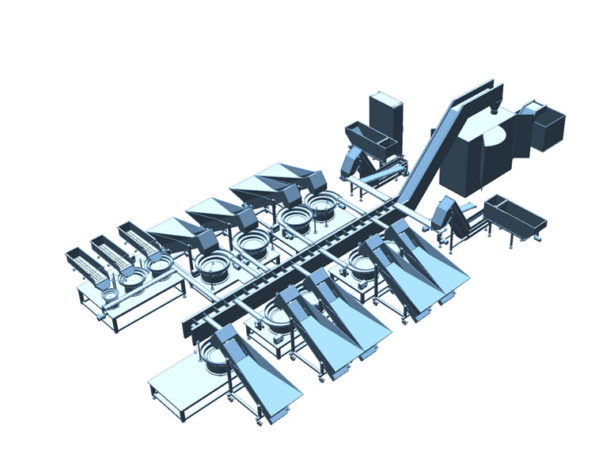
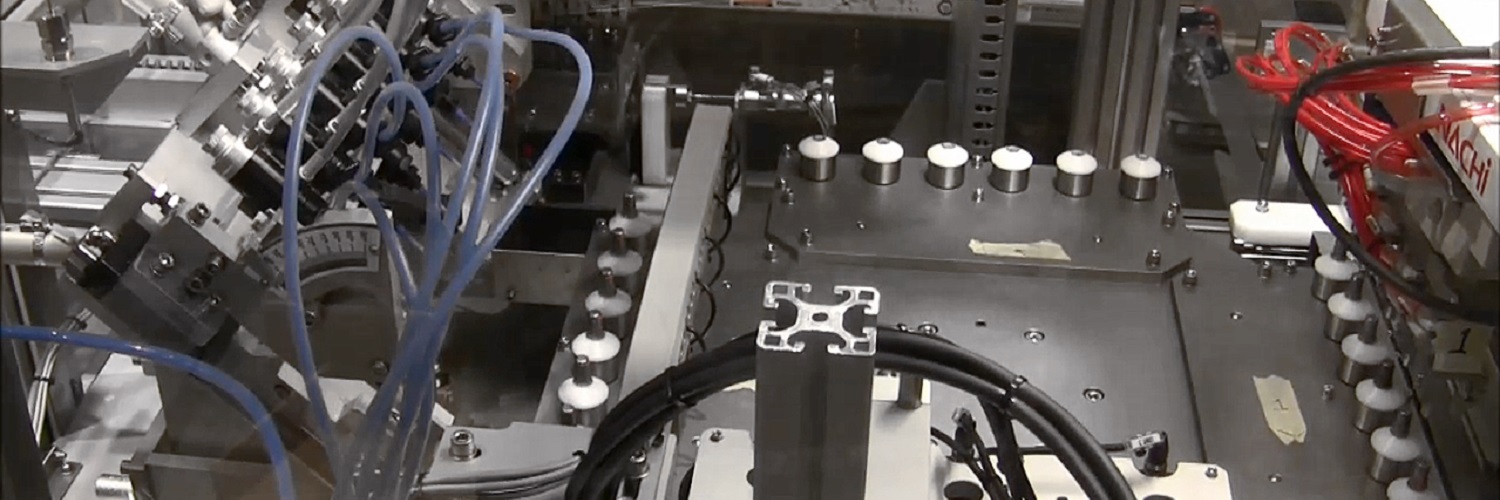
The machine are based around a four stop indexing rotary table processing six parts each index. The fasteners are loaded in bulk to a hopper elevator.
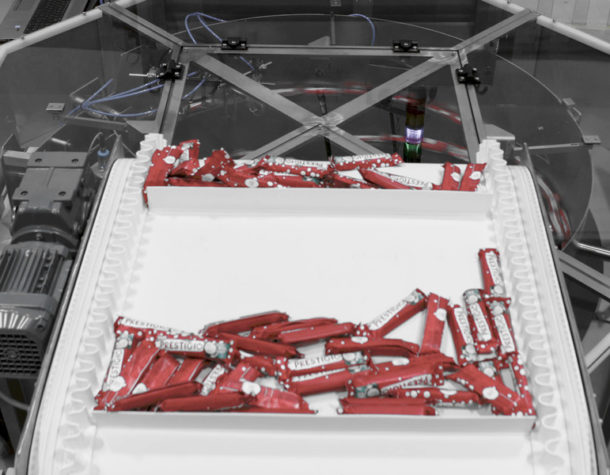
Station 1 – Load Fasteners
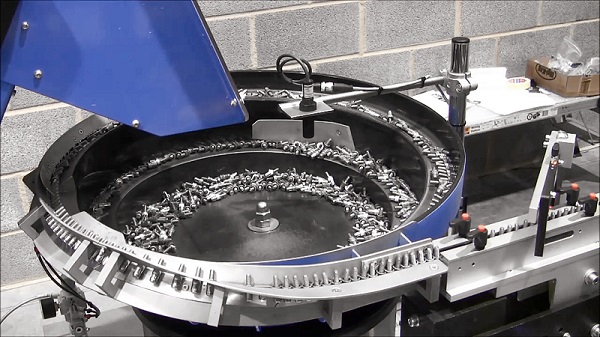 Bulk parts are loaded to a vibratory bowl feeder and are fed from the bowl feeder in a single track onto a vibratory linear feeder hanging from their flanges (male threads downwards). The bowl feeder is fitted with a clear polycarbonate cover.
Bulk parts are loaded to a vibratory bowl feeder and are fed from the bowl feeder in a single track onto a vibratory linear feeder hanging from their flanges (male threads downwards). The bowl feeder is fitted with a clear polycarbonate cover.
The linear feeder transports the parts via a section of dead track into a pneumatically actuated rotary escapement. The rotary escapement will invert the leading six parts and present them to the load pick & Place unit.
The pneumatically actuated pick & place unit is equipped with a pitch change facility to change the pitch between the fasteners in the escapement to match the pitch of the rotary nests (51mm which will accommodate the range of parts anticipated).
In parallel with the pick & place sequence the next six parts feed into a second track in the rotary escapement.
Station 2 – Adhesive Application
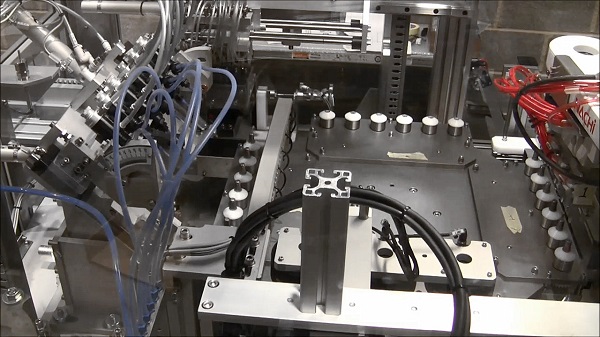 This comprises of six Fisnar pneumatically actuated VP300 valves with Luer Lock disposable dispense nozzles mounted to a pneumatically actuated slide unit. The dispense slide is mounted at an adjustable angle (between 45° & 90°) to provide access to the fastener flanges. The dispense slide is adjustable horizontally & vertically (25mm) to accommodate potential product variants. The adhesive slide assembly also have a purge position clear of the rotary nests.
This comprises of six Fisnar pneumatically actuated VP300 valves with Luer Lock disposable dispense nozzles mounted to a pneumatically actuated slide unit. The dispense slide is mounted at an adjustable angle (between 45° & 90°) to provide access to the fastener flanges. The dispense slide is adjustable horizontally & vertically (25mm) to accommodate potential product variants. The adhesive slide assembly also have a purge position clear of the rotary nests.
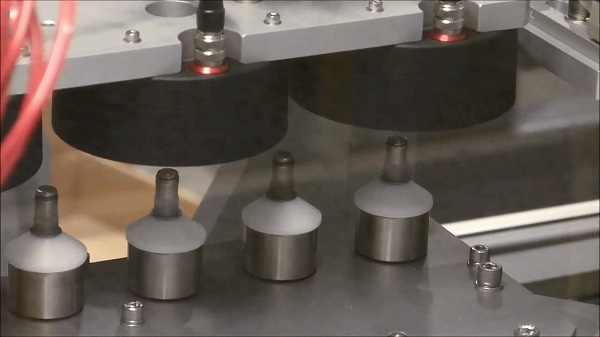
The fasteners are rotated during the dispense cycle by nominally 365°.
 The valves have an integral suck-back facility which negates the requirement for a nozzle wipe operation which would interrupt the machine cycle. Each valve has individual flow and dispense time adjustment, the dispense valves are setup to provide common dispensing characteristics.
The valves have an integral suck-back facility which negates the requirement for a nozzle wipe operation which would interrupt the machine cycle. Each valve has individual flow and dispense time adjustment, the dispense valves are setup to provide common dispensing characteristics.
The adhesive is fed to the valves from a common pressure pot with 10 litre capacity which can accommodate the 5Kg containers and will eliminate the need for decanting within the machine. Storage for two adhesive pots are provided within the heated guard enclosure to negate fluctuations in ambient temperature. The pressure pot is mounted on a weigh scale for operators to assess material usage.
Station 3 – Vision Inspection
 The vision inspection system utilises three Keyence Lumitrax high speed colour cameras mounted on a pneumatic slideway to facilitate 2 inspections for each camera during each machine cycle.
The vision inspection system utilises three Keyence Lumitrax high speed colour cameras mounted on a pneumatic slideway to facilitate 2 inspections for each camera during each machine cycle.
The camera slideway is mounted to enable angular & height adjustment to suit the range of variants.
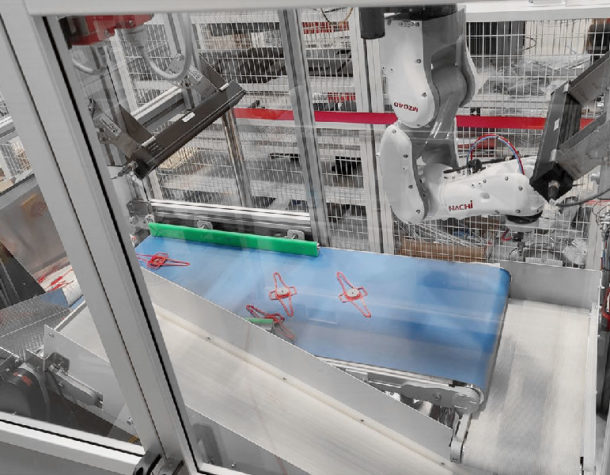
Station 4 – Load to Oven Trays/Reject
This station utilises a Nachi scara robot to transfer good parts to oven trays. The robot is equipped with a six gripper end effector. Failed parts from vision inspection are dropped into a reject bin en-route to the oven trays.
 There are two tray locations for the robot to load to. The trays are located on `drawer’ type slide fixtures, the slide fixture will be manually closed by the operator after loading an empty tray. The slide fixture is pneumatically lock closed during robot loading and open automatically when fully populated for the operator to remove. This enables uninterrupted tray loading. Closing the fixture drawer with a fresh tray will automatically enable robot loading.
There are two tray locations for the robot to load to. The trays are located on `drawer’ type slide fixtures, the slide fixture will be manually closed by the operator after loading an empty tray. The slide fixture is pneumatically lock closed during robot loading and open automatically when fully populated for the operator to remove. This enables uninterrupted tray loading. Closing the fixture drawer with a fresh tray will automatically enable robot loading.
APL Skills
Machine building and integration, machine and process control, Rotary indexing tables, Feeding and handling, Robot integration, Bowl Feeding, Pick and place, Project management